常见问题
杏彩彩票官网·【分享】中涂杂谈 钢桶涂装生产过程中的缺陷分析
2024-05-11 02:48:07 | 作者:杏彩彩票官网
我们所能用到的常见涂料施工方式都是喷涂,大类分为压缩空气零化、高速旋杯零化和高压无气喷涂等。因为涂料在施工过程中要考虑诸多温湿度、稀释比以及环境设备的清洁等外部因素,要想得到理想的涂装质量效果,涂装制造过程的任何一个环节控制都重要且要严格遵守标准作业程序和规范。

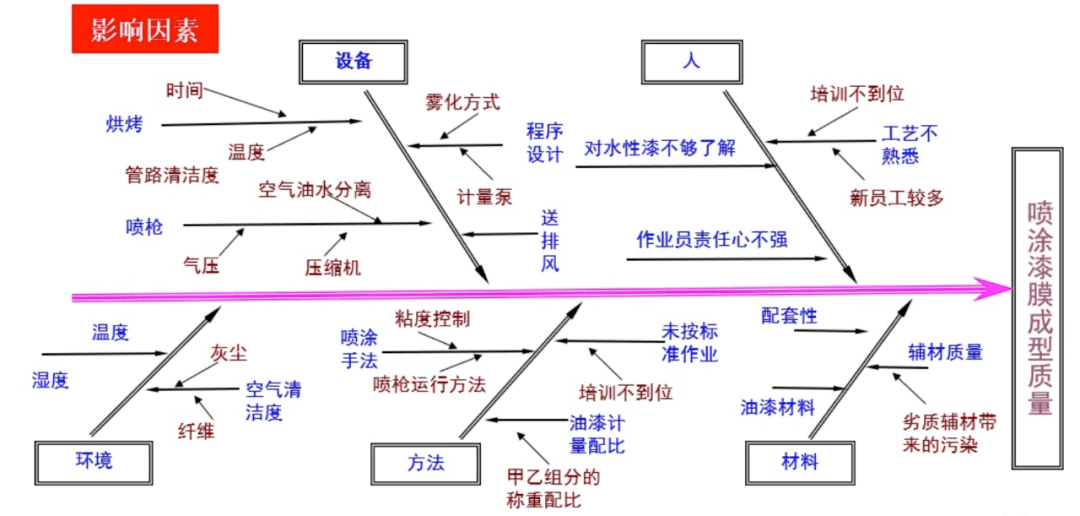
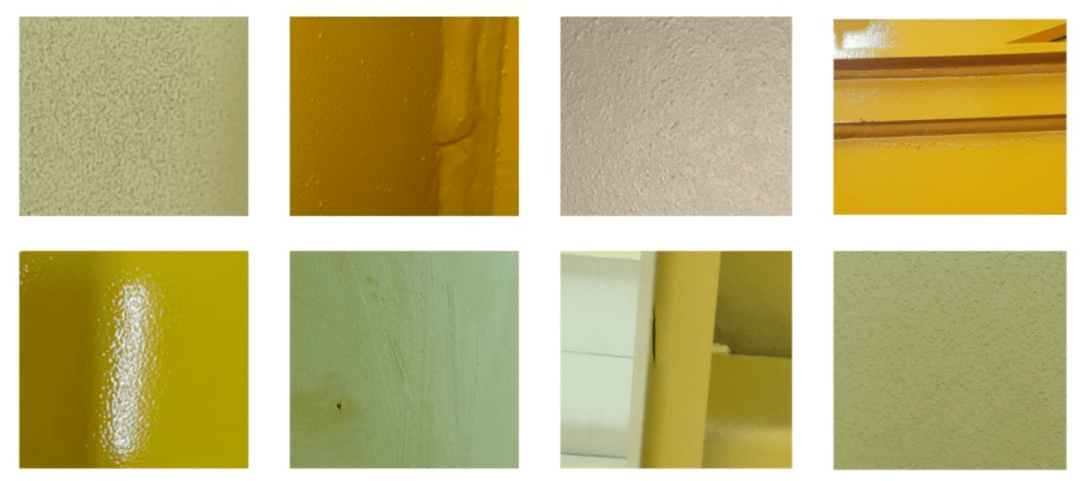
按照涂料涂装行业常用词汇,将常见的涂装过程中缺陷分为以下几点:缩孔、颗粒、橘皮、流挂、、砂纸痕、溶剂泡(起泡》、露底、咬底、发花、锁边、划伤、开裂、失光等,具体后面讲分门别类进行讲述。
流挂:在喷涂和干燥过程中垂直可斜曲表面涂膜形成由上向下的流痕或下边缘增厚的现象称为流挂,根据流痕的形状,流挂可分为下沉、流挂、滴流、流淌等。
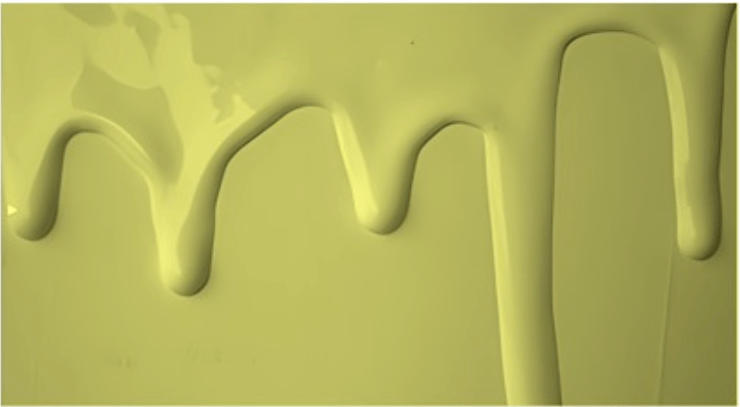
流挂现象的本质是漆液的流动、汇聚成为液滴,由于重力等因素导致此液滴沿涂膜表面流动而形成的漆膜整病。
-喷枪口单位吐出量太大(喷枪流量过大、气压过大、走枪慢、距离太近等):涂膜太厚或一遍喷漆太湿:
流挂现象的改善和预防重点在于施工方面,其具有可预见性,比较容易预防,针对具体的流挂类型具体可采取以下方式来避免流挂产生:
-调整合适的出漆量;·针对不同的涂料类型和生产节拍,选择合适的闪干和烘烤温度(或者底材和涂料加热);选择合适的喷涂粘度;
注:根据统计在涂装过程中,流挂在一定时间内几乎是必然的漆膜整病,产生流挂后,选用较大目数(≥400目)砂纸进行打磨后,进行“扩大面积”修补,即将补漆的接口接在阳角、阴角、连接缝等地方。在产生流挂后,通过调大涂料粘度、调小喷枪单位吐出量、减小气压、选用快干稀释剂等方法来解决。
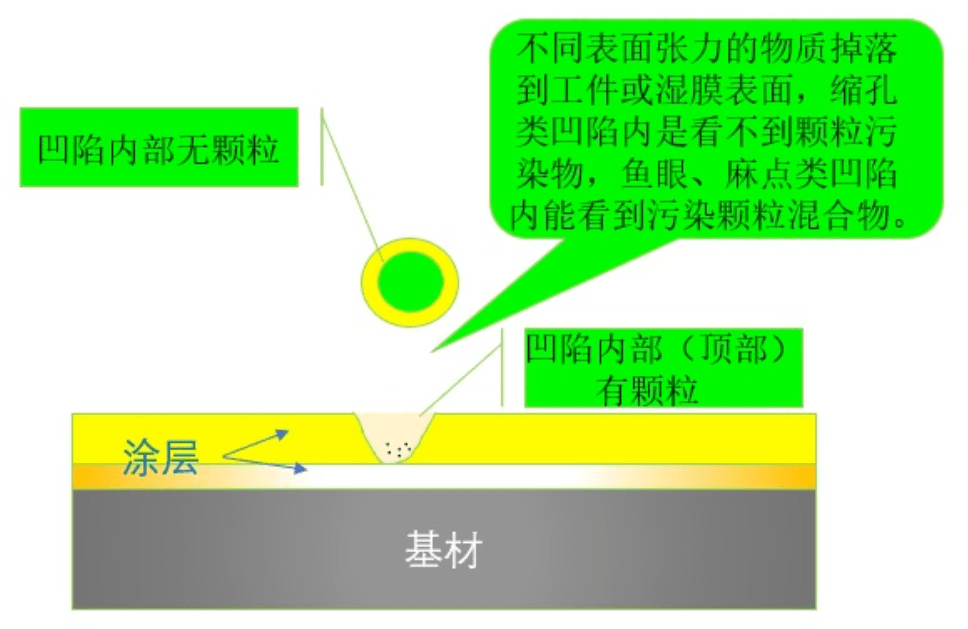
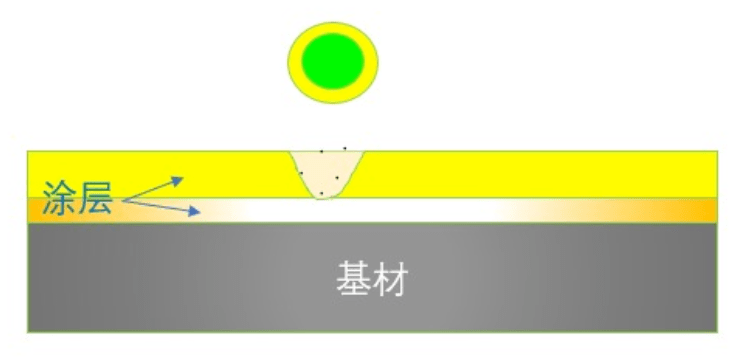
缩孔:一般表现为呈圆形或椭圆形,孔深,能够见到下一涂层(一般厂家会要求相邻涂层之间不能有相同颜色,分辨较易)。
凹陷:外形类似缩孔,不见下一涂层,同一漆膜内部凹坑。不规则缩口:由于其偶然性和界限分类特殊性,一般很难找到具体的产生原因(大多来自喷涂环境和涂料本身》,其类似缩孔,但露底面积大,且形状不规则。因产生原因和外观表现都与缩孔不完全一致,因此本文称为不规则缩口,其他资料没有类似规定。鱼眼:在缩孔内有颗粒存在的称为鱼眼,这种涂膜缺陷大多集中表现在湿膜缺陷,烘干后会有所平整,凹口变大,但不会完全消失,干膜还存在缺陷。
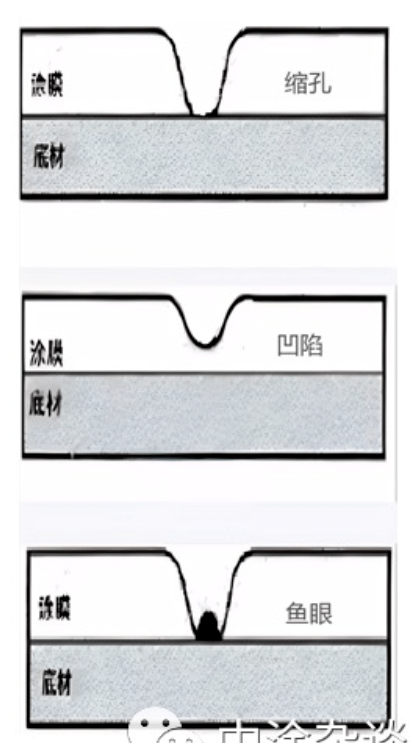
缩孔产生的根本原因主要是湿膜状态表面张力不均匀导致漆膜无法正常流平,在施工层面理解,漆膜表面上的下凹缺陷,都可以称为解释为缩孔,再根据下凹类型、大小、形状等.分析其具体产生的原因。
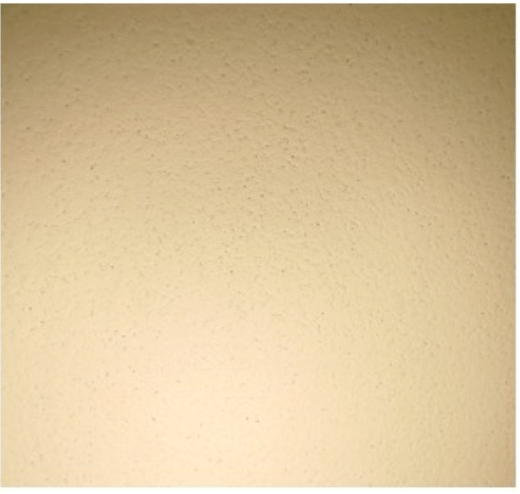
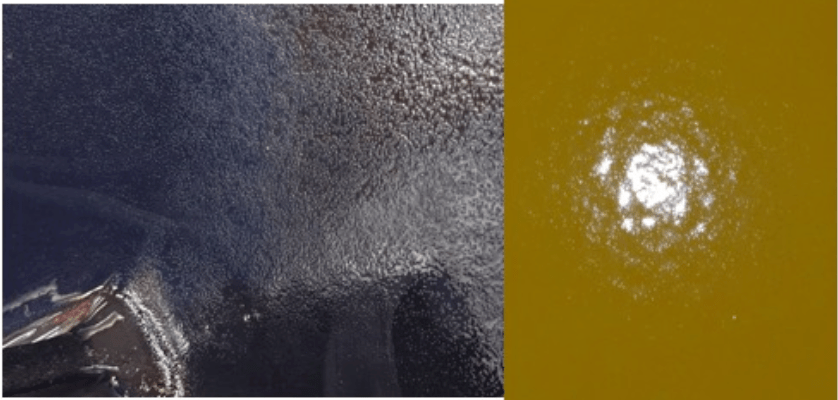
某工件喷环氧漆,后门板和侧围集中输漆系统调试期间存在缩孔问题,从缩孔图片中可以看到,缩孔内没有颗粒,类似针眼,又大小不均。
因缩孔的产生的原因复杂,一般生产现场很难准确找到具体单项原因,因此其解决方案主要由以下几种.
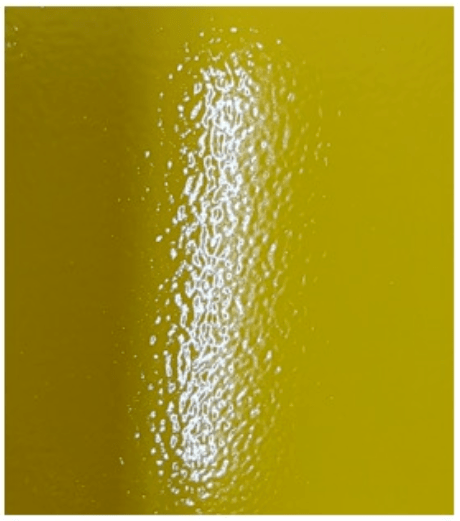
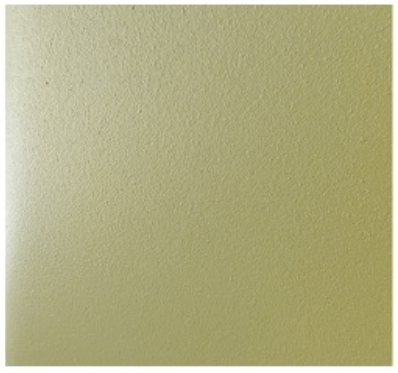
概念:表现涂层长短不一的不均纹理,看起来像橘子的表皮,所以称为橘皮缺陷。橘皮的波长在0.1-10 um之间,波长可以分为长波 (LW) 和短波 (SW)。
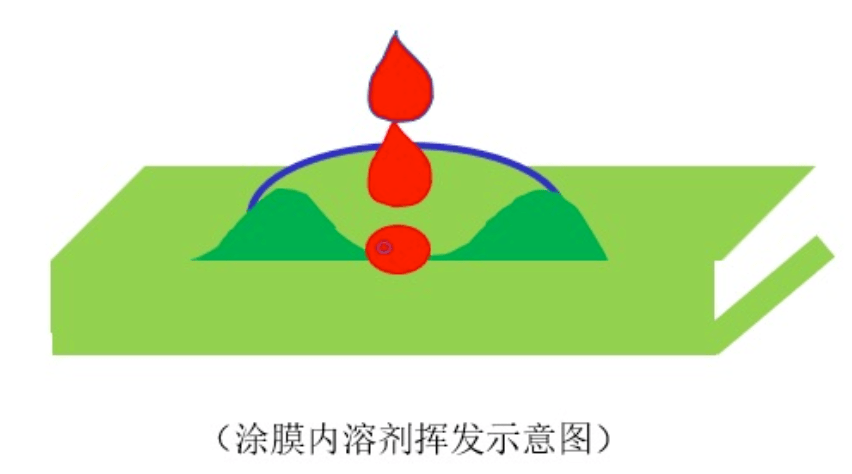
涂料在干燥的过程中会出现大小不一的“旋涡”,这种情况大体出现在含颜料的体系中。其出现的原因是在液体涂料干燥过程中,稀释剂的挥发会引发漆膜内温度、表面张力、溶液浓度以及密度的差异。为了平衡这种热力学上的平衡,涂膜内就出现了流动。这些流动会使干膜表面形成漩涡。而这种现象称之为贝纳德涡。而造成贝纳德涡的因素主要分为俩类:

-根据不同地区的实际环境温湿度,合理调整流平时间和流平温湿度;4、调整涂料的配方(助溶剂的挥发梯度)和施工粘度,根据不同的雾化方式调整:
一类是漆膜表面表现为明显气泡孔,由于漆膜内部的水和助溶剂在漆膜干燥收缩前未能有效排除,在漆膜收缩后,由下层聚集破体益出,留下的密集小孔,水性涂料中表现尤为多。
另外一类是在漆膜收缩后,未挥发的溶剂和水并没有聚集够能冲破漆膜顶端的量,从而没有益出漆膜表面留下气孔痕迹,全部存在于漆膜内部,表现为密集、反光的气泡。
-将痒子孔打破,用底漆或饭金腻子找平,重新喷涂《重新喷涂不能出现失光现象,如果出现,遵循第一条)。
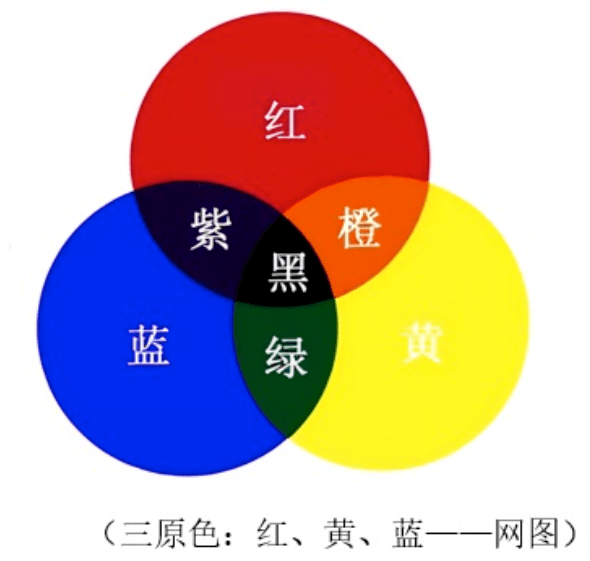
三原色实际分为色三原色彩和光学三原色两类,色彩三原色(CMYK)是品红、黄、青;光学三原色 (RGB) 是红、绿、蓝。而在美术发展中将红、黄、蓝定义为不能再分解的三原色,原则上,所有的颜色都可以由这三种颜色通过不同的明度和色度混合而成,但是根据实验发现,黑色是无法混合而成的,只能灰色接近于黑,无法达到黑色,因此,理解时在三原色的基础上应该加上黑色。
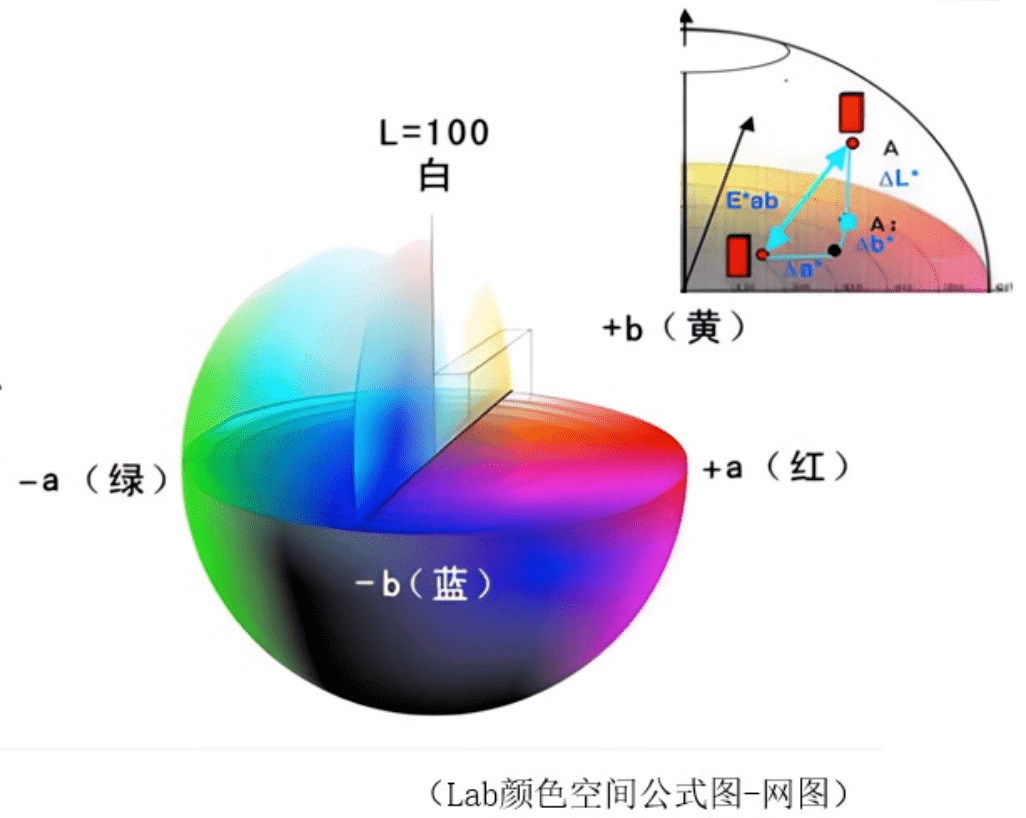
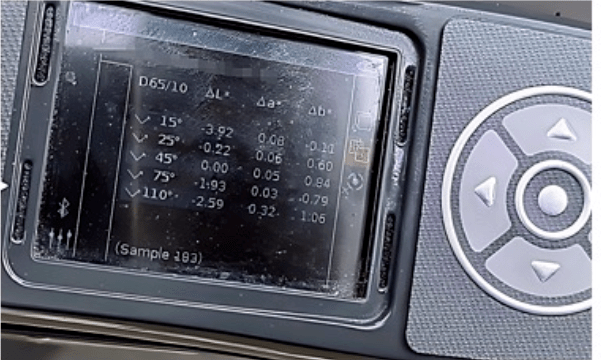
在日常漆膜色差检测中,普遍除目视《本文不作过多介绍)外,用色差仪作为颜色检测的光电仪器,其原理是采用国际通用的Lab颜色空间,通过比较样品与被测物体之间的颜色,给出相应的Lab值和通过Lab色差公式计算后的色差值∆L、∆a、∆b和∆E值。
工件1光泽:60°角75-80,20°角50-60,工件2光泽:60°角4050.20°角15-30,通过比对,主要是光泽差异带来的肉眼可见明显色差
对比标准板:测出标准板的L,a,b值输入L,a,b值:将测量的标准板的L,a,b值输入仪器,命名色板编号和名称作为基准(最好有备份记录)金属漆一般15°、25°、45°、75°和110°,立面和平面之分,具体以企业要求为基准:实色漆一般以45°角为基准:用测定样品的L.a.b值与标准板之间的差就是入值,可手算,也可机器测定注:当色差仪和目视差别大的时候
-当目视色差不大,但色差仪检测数据较大,先检测光泽,光泽一致的前提下,需从不同角度,在太阳光或自然光照条件下重新比对,任何条件下,只要目视存在差别,即要调整;
-涂料本身与涂装工艺不匹配,在工业涂装领域,基本以涂料适应涂装工艺为主(如果配方不能带来经济效益,在低端用户端基本没有价值);
-漆膜没有足够的干燥和养护时间,一般生产类检测漆膜最少烘烤或自干放置24后再检测(特殊涂层要根据涂料商给出或协定的养护时间后方可检测)。
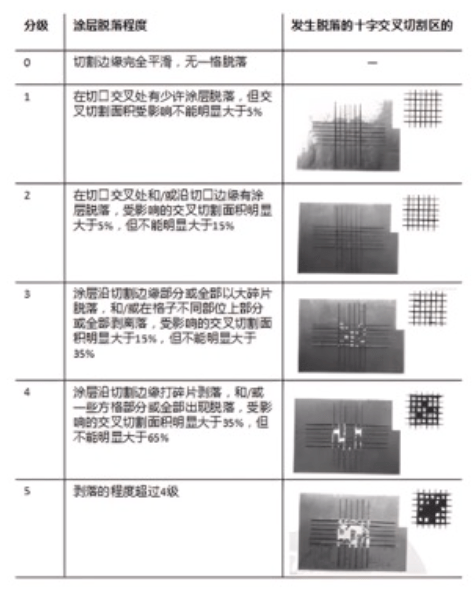
注意:在ISO标准中,附着力≤1级才算合格,但是在GB、GB/T标准中有规定附着力2级也是认定为合格。
-基层涂层打磨不仔细或选用砂纸目数太小《砂纸太粗);2、上层涂层膜厚不够或面漆(鲜艳色、金属漆)遮盖力不足:
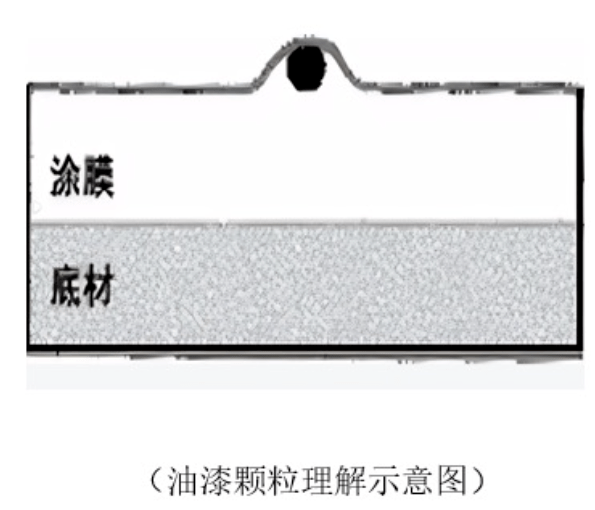
漆膜表面出现大小不一的颗粒这里所指的颗粒是指漆膜表面浮现的颗粒),在不同的位置,不同的场景有不同的表现,没有特殊规律可寻,主要根据现场环境来实际判断出现的颗粒原因。
漆膜厚边也称为肥边、缩边,其原理是漆膜在流平和干燥过程中,在工件的“上边缘处”、阳角位置漆膜变薄,而在工件的阴角位置、“下边缘处” 漆膜变厚的现象,是一种重力下的漆膜整病。
-涂料配套问题产生,上层涂层湿膜表面张力基材或下层涂层的表面张力所致,在标准板喷板可重现,容易验
-调整喷漆粘度,对新员工进行手把手的教带培训,一次成膜和两次成型等找到最优的喷涂方法,定型;
-严格控制生产批次间的粘度,生产现场应常备相应快、慢干的助溶剂,且有较懂涂料的人员能够及时察觉且解决;
 杏彩彩票官网
杏彩彩票官网